
螺柱焊电弧偏吹(磁偏吹)和补救方法
- 2015-11-12 13:38:00
- sawchina 原创
- 10702
电弧的弧柱是由高温电离气体组成的柔性导体,在磁场中表现像一个没有强度的导线(电磁性的偏吹)和经过气流(电热造成的热偏吹),它的位置是不稳定的。当在拉弧螺柱焊时,由于在螺柱前端平面电弧相对尺寸比较小,在此情况下很难固定。因此,导致电弧在固有磁场中很容易出现偏移。
在螺柱焊时,弧柱的轴线偏离螺柱轴线,这种现象称为电弧偏吹。
在螺柱焊时,计入固有磁场的影响磁场有:金属钣材的带电磁场;铁磁物质的分布量和焊钳电缆的磁场。
电弧偏吹常造成电弧不能稳定燃烧,使焊缝成形变坏,严重时甚至使焊接无法进行。
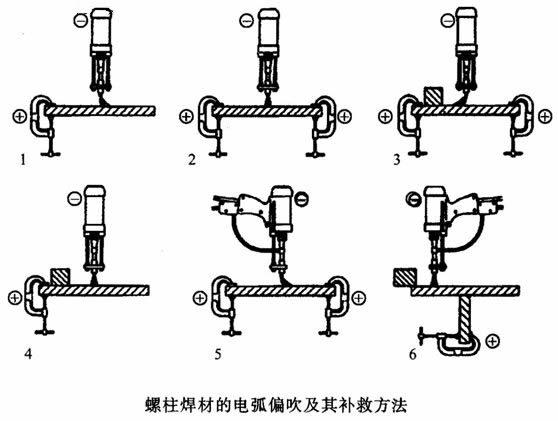
图示出各式各样电弧偏吹反应概貌和补救方法。
当出现电弧偏吹时,螺柱会单侧强烈熔化;焊缝加强高部分变为只按照一侧浸入母材或者焊缝不能完全的闭合。总之,人们从焊缝加强高的外观就可以辨认出电弧偏吹。而且在电弧偏吹的熔化焊缝上带有多气孔的倾向。
例如从14mm直径的螺柱开始已经是一个强烈电弧偏吹焊接过程的时候,有不平稳的噪音和可见的飞溅物。在此情况下,螺柱浸入母材时有些飞溅物聚集在螺柱上和陶瓷环内。
在螺柱焊时,由于焊接电缆接到工件上的位置偏于一侧,在单侧带电金属钣上具有高的电流强度,在电缆夹钳侧变为较高的磁场。因此,在电缆夹钳的对面电弧偏吹(图中1)。
为了避免这个不希望的结果要控制金属钣材上流向焊接处的电流尽可能地对称,因此,用两个电缆夹钳装在合适的焊接处(图中2)。电缆夹钳夹在妥善处.理露出金属光泽的钣材上。在螺柱焊接时邻近的两个电缆夹钳地方,由于非对称供电单侧电流更强烈,人们从生产证实会有电弧偏吹。
一般情况下电弧偏吹邻近铁磁的螺柱,而工件的影响是微小的。在相同条件时,螺柱焊接具有奥氏体工件时强烈的电弧偏吹在铁素体附近。在奥氏体螺柱附近分布部分磁力线在空气中,并且在此情况下对电弧的有效作用产生影响。铁素体工件聚集磁力线和稳定电弧的固有磁场。另外一方面不均匀质量分布产生强烈的电弧偏吹。
陶瓷环能降低电弧偏吹,因为隔墙绝缘物陶瓷环限制电弧的偏差。因此,在一段情况下实际超过16mm直径的螺柱焊接时仍然使用陶瓷环。
在工件上的一侧聚集铁磁材料时,由于铁磁材料的导磁性能比空气要好,从而电弧的固有磁场流向磁阻量较小方向(图中3)。而且螺柱单侧强烈熔化焊缝加强高边缘趋向微小,在冷却时附加不规则的收缩角度,致使螺柱焊接后的位置倾斜。
在实际生产中抵消不均分布铁磁物质是困难的。
为了避免单侧磁场,人们把在螺柱焊接时周围不平衡质量作为比喻。工件良好的磁性接触是基本条件。任何一个气隙,当磁力线经过时是高的磁阻,磁力线可能流出降低了磁力线作用。因此,工件干净和光滑的下料或者电缆夹钳接地和工件边缘相匹配是平衡作用的先决条件。
在螺柱焊接的时候,工件焊接部位上有钢钣组成的完全相同的工艺装备或型钣的情况下,由于在焊接时这样的工艺装备会产生永久磁场,所以,在焊接时经常增加电弧偏吹的次数。为了减少这种现象发生,使用塑料制品(例如硬织物)、铝、奥氏体钢或铜钣。
由X5SCrNi18-10(1.4301)制成的M6螺柱在1mm厚S235钢钣上短时间螺柱焊时,熟知的实践经验是变换它们的极性(并减小一级)使工件反向磁化以减少电弧偏吹的倾向。
焊接电缆也能使电弧磁力线转移方向,接到焊枪电缆在螺柱夹持器侧面范围已经有微小电弧偏吹的结是(图中5)。
在邻近焊接部位通过焊枪或电缆也会附加电弧偏吹应予以考虑。
为了避免电弧偏吹,人们常常通过试验,采用质量分布对比其效果,如图中4和图中6。不仅只有全部组件完全再平衡,而且是定性的质量平衡才有可能。但是这种情况是罕见的。
在储能式螺柱焊时,人们能从凸缘单侧焊接飞溅分别识别电弧偏吹。此时虽然焊接时间短,但是,主要有高的电流强度。此时在焊接处有较高的电弧引爆,较高的电流密度再次集中在螺柱带凸缘平面,而短的电弧减少侧向偏移的危险。此外也表明短的焊接时间(大约1 ms)比长的焊接时间(1.5-2.5 ms)能有较少的电弧偏吹。
原则上,在螺柱焊接时焊接电源的正极接工件焊接时排斥电弧,而焊接电源的负极接焊枪吸引电弧。而电弧偏吹与电流密度成正比,并能受焊接时附加对称质量夹钳和附加补偿质量(在手动焊枪有外接电缆情况下)或围绕垂直轴旋转焊枪的影响。


- [电动缸] 电动缸该如何选型? 2020-08-07
- [焊接技术] 焊接机器人在汽车领域中的应用 2020-07-11
- [电动缸] 电动缸紧凑的结构和小巧 2020-04-14
- [电动缸] 伺服电动缸的结构和工作原理 2020-04-03
- [焊接技术] 焊接机器人工艺的四个注意事项 2019-08-27
- [焊接技术] 现代焊接技术的发展现状及前景 2018-11-27





- GBT 19867.4-2008 激光焊接工艺规程.pdf 2019-12-25
- GBT 2652-2008 焊缝及熔敷金属拉伸试验方法.pdf 2019-12-25
- GBT 16672-1996 焊缝-工作位置-倾角和转角的定义.pdf 2019-12-25
- GBT 16745-1997 金属覆盖层产品钎焊性的标准试验方法.pdf 2019-12-25
- GBT 17853-1999 不锈钢药芯焊丝.pdf 2019-12-25
- GBT 15169-1994 钢熔化焊手焊工资格考核方法.pdf 2019-12-25
- GBT 15579.5-2005 弧焊设备安全要求 第5部分 送丝装置.pdf 2019-12-25
- GBT 15579.7-2005 弧焊设备安全要求第7部分:焊炬(枪).pdf 2019-12-23
| 联系人: | 韩玉琦 |
|---|---|
| 电话: | 0755-26013200/26013464 |
| 传真: | 0755-26013188 |
| Email: | saw@sawchina.cn |
| QQ: | 2280915288 |
| 微信: | 18682260315 |
| 旺旺: | szhbkj |
| 地址: | 东莞市凤岗镇东深路凤岗段206号天安深创谷W2栋诚信大厦21楼 |






