
埋弧螺柱焊--鸟巢预埋件的焊接新工艺
- 2017-02-06 09:37:00
- sawchina 原创
- 12246
一、埋弧螺柱焊的特点
埋弧螺柱焊是电弧螺柱焊中的一员,就是将焊剂埋弧与螺柱焊的自动焊接程序有机地结合在一起。该焊接方法秉承螺柱焊的自动焊接程序:按动开关→引弧→提升→引燃主弧→焊接时间到→钢筋插入熔池→断弧→结束,并利用焊剂把明弧变为埋弧,使之具有埋弧焊的优点。
(1)对熔池和焊缝进行有效的保护,防止氧化、氮化和合金元素的蒸发和烧损,大大提高了焊缝的质量。
(2)金属熔液与焊渣之间发生一系列的物化反应,不仅能去除焊缝中的有害杂质,如脱氧、脱硫、脱磷和去氢等,而且还可以使焊缝金属合金化,改善焊缝性能。
(3)焊接电流大(直流1000~3500A),电弧的穿透能力强,焊接时间短(几秒钟),因此熔深大,热影响区小,焊接接头的力学性能提高。
(4)焊接结束时,将钢筋插入熔池,以获得高强度的焊接接头。
总之,采用埋弧螺柱焊焊接的接头,其外观显著的特点是高高隆起的光亮的焊缝,高度一般超过6mm。埋弧螺柱焊是钢筋“T形焊”的一种焊接新工艺,具有埋弧、操作舒适和效率高的特点,其焊缝的力学性能高于母材,完全能替代焊条电弧焊和穿孔塞焊。与焊接电流仅400~650A(交流)的埋弧压力焊相比,焊接电流大、焊接时间短、焊接过程全自动、焊接质量稳定及焊接强度高是其突出优点。
二、焊接新工艺的命名
将钢筋“T形焊”的焊接新工艺命名为“埋弧螺柱焊”,是基于以下原因:
(1)“GB/T 10249电焊机的型号编制方法”对螺柱焊的产品型号做了明确的规定。其中,产品型号中第三位“附注特征”是这样叙述的:M-埋弧,N-明弧,R-电容。也就是说,电弧螺柱焊机、埋弧螺柱焊机和电容放电螺柱焊机是螺柱焊机中的3个系列产品,因此将埋弧螺柱焊归入螺柱焊大类是符合国家标准规定的。
(2)“ISO 14555焊接—金属材料的电弧螺柱焊”国际标准,对焊接过程中螺柱插入熔池的程序是这样描述的:“用一个有限的力(<100N)将螺柱插入(plunged)熔池”,而且插入的速度还有严格的限制。事实上,将螺柱插入熔池的力除了螺柱和焊枪中运动部件的自重外,就是压缩弹簧恢复到原状态的推力(<10N)。在埋弧螺柱焊中,此程序对钢筋施加的力同样如此,只是钢筋的自重大些。这说明,使钢筋进入熔池的推力仍然很小。实际上对钢筋施加的力还不能太大,否则将产生焊接缺陷。
(3)从焊接机理分析,埋弧焊和螺柱焊均属于熔化极类电弧焊,其焊缝成形不用施加压力,即使用力也很小,如本焊接工艺,与建筑工程中常用的电阻点焊、闪光对焊等焊接过程中施加的力有几个数量级的差别,焊接机理也完全不同。对于“埋弧压力焊”的叫法,在焊接工艺上未反映出“压力”的含义,名不符实。
三、主要特点
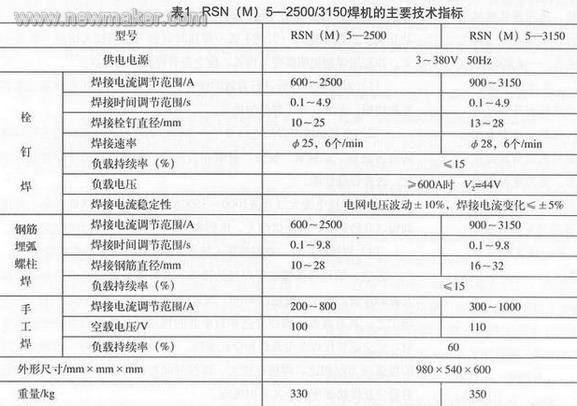
埋弧螺柱焊机RSN(M)5—2500/3150是RSM3—2500/3150焊机的更新换代产品,是集埋弧螺柱焊、栓钉焊和焊条电弧焊于一体的多功能焊机。只要更换不同的施焊器具(手持式焊枪、焊枪和电焊钳),再将主机面板上的转换开关拨至相应的位置,就是一台性能优良的埋弧螺柱焊机、栓钉焊机或焊条电弧焊机。焊机由主机(包括焊接电源和控制器)、焊接电缆、接地钳和施焊器具等部分组成,其主要的技术指标见表1。
1.采用全控桥整流,以减小焊机体积和重量
我所原来生产的栓钉焊机,其体积重量均大于国外同类产品,究其原因主要是焊接电源的主电路采用“带平衡电抗器的双反星形”电路结构。在20世纪60~70年代,晶闸管属于新产品,额定电流较小,在研发“弧焊整流器”时就采用了这种电路,一直沿用至今。根据目前晶闸管的技术水平,完全有条件将这种主电路改为全控桥整流,不但省去了平衡电抗器,减轻重量约40~60kg,而且变压器的利用系数也由80%提高到95%,同时还采用高性能硅钢片;变压器的安装方式也由立式改为卧式,使焊机的体积和重量大幅度降低,重量由500多kg分别降到330kg和350kg,而体积也缩小到了980mm×540mm×600mm,优于德目Koco同类栓钉焊机。该种体积小、重量轻的新型焊机,特别适合于频繁移动的钢结构建筑的使用现场。
2.采用单片机提高控制水平
采用单片机控制已成为评定栓钉(埋弧螺柱焊)焊机技术水平的重要指标。RSN(M)5—2500/3150焊机,采用高性能的8位单片机(PIC16F877A)控制焊接电源和焊接程序,并选用大屏幕液晶显示器,简化了线路,提高了运行的可靠性和焊接质量的稳定性。
由于焊机采用了单片机控制技术,就可以用硬件与软件相结合的双负反馈方式进行焊接电流的调节,使之能更有效地稳定和补偿因电网电压的波动对焊按电流的影响。对焊机启动时造成电网电压火幅度降低时的补偿尤其重要,从而保证焊接质量的稳定性。
单片机控制和液晶显示、储存焊接参数以及焊接栓钉(钢筋)计数、防止同一栓钉(钢筋)的重复焊接以及焊机故障自检等功能,方便了焊工操作,有利于焊接质量的控制,并使栓钉(钢筋)的焊接质量具有可追溯性,符合ISO9000系列标准的要求。
这些新功能的增加,其优点不言而喻,使焊机的技术水平由低档产品一跃成为高端产品,可与进口产品媲美。更值得一提的是:防止同一栓钉(钢筋)重复焊接的功能,可确保焊工的人身安全。因为拴钉(钢筋)焊接后,在拔起焊枪的过程中,若偶然触及焊接开关,就相当于第二次焊接,焊机的次级处于短路状态,短路电流(可达:3000~4000A)产生的强烈电弧将烧毁夹头和焊枪,严重时可烧伤焊工,甚至引发连带的其他工伤,危及生命。焊机有了这一功能,就可以避免这些事故的发生。焊机的另一功能是焊接栓钉(钢筋)的自动计数和显示,而且只记录在工件上进行的栓钉(钢筋)焊接。对于栓钉(钢筋)正式焊接前,检验控制程序的焊接过程则排除在外。因此,不仅记录准确,而且极大地提高效率,节约人力,这对加强管理、推行工时定额制度具有重要意义。
3.具有降温装置和油阻尼装置的焊枪
焊枪虽然只是夹持栓钉(钢筋),并把栓钉(钢筋)送入熔池的手持工具,但其技术性能的好坏在很大程度上决定着栓钉(钢筋)的焊接质量和焊工操作的舒适性。因此,我们通过不懈的努力,研制出了性能优良的8型焊枪(见图2)。该焊枪具有两大特点:

(2)油阻尼装置 栓钉插入熔池是采用挤压的方式,所以不可避免地会发生飞溅。栓钉直径越粗,其熔池越大,飞溅也就越历害,极易发生烫伤和火灾。因此焊枪必须有阻尼装置,以降低栓钉的插入速度。当栓钉直径大干14mm时,其插入速度应限制在100mm/s。我所研制的具有油阻尼装置的焊枪,有效地降低了焊接时的飞溅,效果很好。
由于8型焊枪具有以上特点,其焊接质量和操作舒适度已达到进口焊枪的水平。
四、采用埋弧螺柱焊焊接新工艺进行钢筋“T形焊”
1. 预埋件的结构形式和技术要求
(1)预埋件的结构形式 国家体育场(鸟巢)某部工程需要焊接1.5万件“柱脚极和支撑搭架”预埋件,其结构形式分两类,如图3a和图3b所示。其中,锚筋和锚板的尺寸和材质如下。
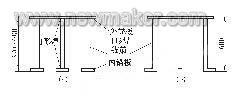
图3 钢筋T形焊的预埋件结构形式
锚筋:φ20mm,HRB400。
内锚板:20mm×80mm×80mm,Q345B。
外锚板:30mm×500mm×500mm,30mm×540mm×860mm,Q345B
对于图3b所示结构,将锚筋按规定的间隔直接焊接在30mm×500mm×500mm的外锚板上。②预埋件的所有“T形焊”均应在熔剂层下进行。③焊缝的力学性能应不小于母材。④焊后锚筋的倾斜度应小于1°。⑤焊前应进行质量评定,并有权威机构出具的检验报告。焊后应对焊点逐个进行验收。
2. 钢筋“T形焊”应解决的几个问题
(1)特制一把提升力大的焊枪 对于图3a所示结构的预埋件,在焊好内锚板后,其钢筋组件的重量约为2.6kg,再加上焊枪中运动部件的重量将超过3kg,这对于一般用途的焊枪而言,很难持续的正常工作。为此,特制一把提升力为5kg,并适用于夹持、焊接这种工件的焊枪,为完成焊接任务创造条件。
(2) 寻求一组最佳的焊接参数 采用埋弧螺柱焊焊接的接头,其力学性能只有超过母材,才能显示焊接新工艺的优越性,才有推广价值。为此,必须保证焊缝360°连续,并无气孔、夹渣和裂缝。对预埋件焊接工艺的研究、试验都是围绕这一核心问题进行的。当然,性能优越的焊接设备及其合适的静外特性是实现此目标的前提条件。焊接试验时,可调节的焊接参数主要有:焊接电流、焊接时间、伸出长度、提升高度以及钢筋插入熔池的推力和速度等。只有掌握这些参数的内在联系,并找出最佳组合,才能得到优良的焊接接头。
(3)预防和纠正两类焊接缺陷 在试焊中,首先遇到的问题是焊缝金属与钢筋表面没有完全熔合,部分地方有缝隙,甚至沟槽,而且这些部位还很容易出现夹渣。通过分析,认为是由以下诊-因引起的:①焊接电流小或焊接时间短,输入的能量不足,熔池较小,焊缝附近的钢筋表面温度低,不能与金属熔液有效地熔合在一起,因而出现缝隙。②焊接结束时,钢筋插入熔池的推力过大,造成钢筋插入熔池过深,以至于挤出的金属熔液与温度较低的钢筋表面不能熔合,极易产生沟槽。
解决的办法:增加焊接电流、焊接时间,或减小钢筋插入熔池的推力,必要时使用阻尼装置,限制钢筋的插入深度。
试焊中綷-常出现的另一个问题是偏弧,造成焊缝四周分布不均匀,焊缝与钢筋之间出现缝隙或者沟槽,严重时还造成焊缝的不连续,出现咬肉。解决的办法是变更接地点的位置,使用双接地,或在焊接工件周围将焊接电缆绕1圈,以均衡焊接位置附近的磁场。
3. 钢筋“T形焊”的模拟工艺试验
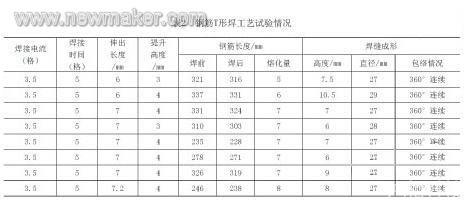
2005年4月,成都斯达特焊接工程部承接了图2所示预埋件的焊接任务后,按照工件的结构和材质,使用新研制的埋弧螺柱焊机进行了模拟工艺试验,在总结綷-验的基础上确定了焊接参数,试验结果如表2所示。试验条件如下:
使用焊机:RSM3—2500
锚筋:φ20mm,HRB400
钢板:12mm, Q345B
焊剂:HJ431
从表2的试验数据可以归纳几点看法:
(1)就φ20mm钢筋而言,按上述工艺参数进行焊接,其试件的焊缝360°范围内均连续,焊缝高度平均7.5mm,焊缝宽度平均3.7mm,这是其他焊接方法难以达到的。当然,要想获得更高、更宽的焊缝,还需增加钢筋的熔化长度。
(2)在焊接电流和焊接时间确定的情况下,伸出长度和提升高度的调节或测量隅有误差,对焊缝的成形并无太大影响。这说明了埋弧螺柱焊焊接的稳定性,并具有很大的实际意义。因为钢筋的装卡是手工操作的,发生一些偏差在所难免。
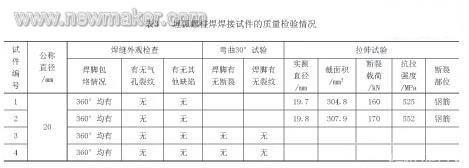
4. 埋弧螺柱焊的质量检验

(a)φ20mm钢筋焊接试件 (b)φ20mm钢筋焊接试件繺-断部位
图4 钢筋“T形焊”试件照片
(1)采用埋弧螺柱焊的方法对钢筋进行的“T形焊”,其焊缝外观和力学性能均达到了有关标准的规定,完全能够满足预埋件对钢筋焊接的要求。
(2)新研制的RSM3—2500埋弧螺柱焊机的性能稳定,可以应用到钢筋预埋件的焊接。
5. 焊缝的宏观金相和金相组织的检查
埋弧螺柱焊是一种新型的焊接方法,其焊接质量如何?能否满足钢结构建筑对预埋件的要求?对于不少人来说,很难肯定的答复,因而限制了其推广应用。尽管上述焊接质量检验结果给出了满意的答案,但为了慎重起见,又做了宏观金相和金相组织的检查。
(1)宏观金相检查 焊缝内未发现气孔、夹渣及裂纹等缺陷。
(2)金相组织的观察 对焊缝区、钢筋侧热影响区和钢板侧热影响区的金相组织进行了观察。金相组织比较好,能够满足预埋件对焊接的要求。
6. 用埋弧螺柱焊进行钢筋“T形焊”
由于对埋弧螺柱焊的焊接工艺有了比较深入的了解,并对焊接中可能出现的问题有了较好的解决办法,焊接试件又綷-西南交大对焊缝外观、力学性能以及宏观金相和金相组织检查合格后,我们对完成国家体育场(鸟巢)预埋件的焊接任务充满了信心,于是奔赴施工现场,开始对预埋件进行实际焊接。首先对φ20mm钢筋“T形焊”的焊接工艺进行评定,使用RSM3—2500焊机,对表2列出的焊接参数稍作修改,按图2所示预埋件的要求进行试焊,并将焊接试件送“冶金工业质量监督总站检测中心”进行宏观金相和金相组织观察。綷-专家分析、评定后认为:用埋弧螺柱焊方法进行的钢筋“T形焊”,其焊缝和热影响区的金相组织比较好,能够满足预埋件对焊接的要求。该结论与西南交大所作的结论基本相同。綷-委托方和现场监理人员同意后,按已修改的工艺进行正式焊接。现场监理对每个焊点逐个进行检查和测量,其检验标准为:
(1)焊缝360°应连续,焊缝高度应>4mm,焊缝宽度应>2mm。
(2)焊缝无气孔和夹渣缺陷。
(3)焊缝咬肉深度<1mm。
(4)钢筋倾斜度<1°。
只有检验合格的焊接接头才能验收。由于焊接操作人员严格执行了钢筋“T形焊”的焊接工艺,遵守焊接操作规程,使焊接工作进行的非常顺利,按期将1.5万件合格的预埋件交付委托方,为国家体育场(鸟巢)的建设尽了微薄之力。
另外,埋弧螺柱焊不仅能进行钢筋“T形焊”,而且还能进行“板条T形焊”。图5是某高速铁路防碰撞防护栏采用埋弧螺柱焊进行的板条(80mm×50mm×10mm)T形焊的模拟焊接试件。试件的焊缝外观和力学性能均可达到设计要求。

(a)板条(80mm×50mm×10mm)“T形焊” (b)φ32mm钢筋“T形焊”
图5 用埋弧螺柱焊完成的“T形焊”
埋弧螺柱焊是一种新型的焊接方法,适于大直径(≥φ25mm)栓钉(焊钉、螺柱)的焊接,特别适于各种直径的钢筋“T形焊”和板条“T形焊”。使用RSM3—3150焊机焊接的钢筋直径已达到32mm,更大直径的钢筋焊接尚未试验;RSM3—2500焊机已成功应用于对焊接质量要求极其严格的国家体育场(鸟巢)φ20mm钢筋预埋件的焊接。焊缝綷-过外观检查、力学性能检验及宏观金相检查,均达到了有关标准的规定,并能满足预埋件对焊缝金相组织的要求。埋弧螺柱焊的焊缝质量之所以高,除了全截面焊接的特点外,还由于采用了埋弧的办法,用焊剂对熔池和焊缝进行保护,再加上焊接过程按已设定的程序自动进行焊接,因而电弧稳定,焊接质量的重现性好,生产效率高。
相信,埋弧螺柱焊机RSM3—2500/3150和升级换代产品RSN(M)5—2500/3150的研制成功以及在预埋件焊接中的实际应用,为钢结构建筑行业的钢筋T形焊和板条T形焊,以及大直径的栓钉焊接开辟了新的道路。(end)







相关文章
- [焊接技术] 汽车用铝合金板面临哪些问题? 2020-11-02
- [焊接技术] 铝点焊在新能源全铝车身上的应用 2020-10-26
- [焊接技术] 汽车顶盖机器人螺柱焊的故障分析及改进 2020-10-09
- [焊接技术] 正确选用螺柱焊机 确保车身焊接质量 2018-11-24
- [焊接百科] 螺柱焊在车身焊接工艺中的应用研究 2018-11-24
- [行业资讯] 浅析中国焊接技术的现状与发展 2018-11-13




发表评论

社区新帖
- GBT 19867.4-2008 激光焊接工艺规程.pdf 2019-12-25
- GBT 2652-2008 焊缝及熔敷金属拉伸试验方法.pdf 2019-12-25
- GBT 16672-1996 焊缝-工作位置-倾角和转角的定义.pdf 2019-12-25
- GBT 16745-1997 金属覆盖层产品钎焊性的标准试验方法.pdf 2019-12-25
- GBT 17853-1999 不锈钢药芯焊丝.pdf 2019-12-25
- GBT 15169-1994 钢熔化焊手焊工资格考核方法.pdf 2019-12-25
- GBT 15579.5-2005 弧焊设备安全要求 第5部分 送丝装置.pdf 2019-12-25
- GBT 15579.7-2005 弧焊设备安全要求第7部分:焊炬(枪).pdf 2019-12-23
联系我们
| 联系人: | 韩玉琦 |
|---|---|
| 电话: | 0755-26013200/26013464 |
| 传真: | 0755-26013188 |
| Email: | saw@sawchina.cn |
| QQ: | 2280915288 |
| 微信: | 18682260315 |
| 旺旺: | szhbkj |
| 地址: | 东莞市凤岗镇东深路凤岗段206号天安深创谷W2栋诚信大厦21楼 |






